- 全國熱線
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
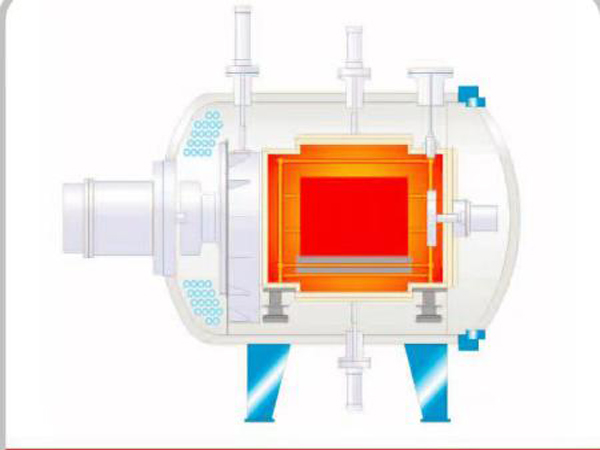
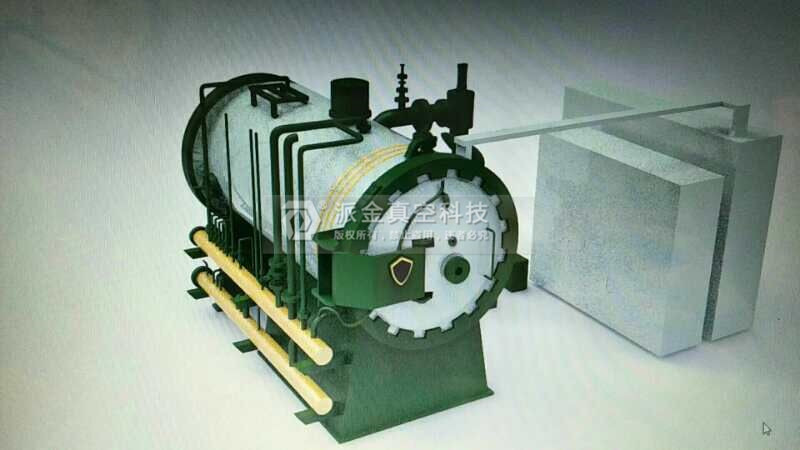
壓力容器的熱處理
一、壓力容器在制造過程中,將帶來以下問題:由于過量的冷卷、冷矯形等冷加工引起的冷作硬化。由于焊接引起的焊縫區(qū)組織和性能的變化。由于焊接產(chǎn)生殘余應力以及由此而導致的應力腐蝕裂紋的產(chǎn)生和發(fā)展。 壓力容器焊接時,當母材相鄰區(qū)域產(chǎn)生一溫差大于100度的急劇溫度梯度時,在鐵素體鋼或相當?shù)钠渌牧现幸鸩痪鶆虻乃苄詰儯陔S后的冷卻過程中,將產(chǎn)生一個峰值應力達到屈服點的殘余應力場。 另外,由于壓力容器制造中的不均勻塑性應變導致在彈性-塑性材料中產(chǎn)生殘余應變,而殘余應變可以是來自機械的(主要是冷卷、冷矯形等冷加工)熱力的(主要是焊接過程產(chǎn)生的),或者兩者兼有的原因,也就是熱機械的原因。 因此,在壓力容器加工完成的最終產(chǎn)品中將留下殘余彈性應變場,并承受相應的彈性殘余應力。殘余應力的存在,將影響壓力容器的使用性能。為了消除焊接區(qū)峰值應變,達到內應變均勻分布這一目的,可以采取多種方法,如機械震動法、焊后加熱法等。然而,由于壓力容器中許多潛在的問題主要來自焊縫區(qū)的冶金損傷,所以,采用機械方法以降低內應變的手段已經(jīng)不足以預防日后運行過程中可能出現(xiàn)的諸多問題。另外,金屬的氫脆現(xiàn)象已經(jīng)比較為人們所關注。氫進入鋼以后,機械性能會發(fā)生明顯的變壞。強度和塑性明顯降低,溶解于金屬晶格中的氫,使鋼在緩慢變形時發(fā)生脆性破壞。金屬材料中的氫可以是在金屬材料生產(chǎn)工藝過程中吸收的,如金屬在焊接時液態(tài)金屬吸收的氫保留在焊縫中,也可能是材料在氫環(huán)境中服役吸收的氫。對于焊縫中吸收的氫,比較有效的消除方法就是進行焊后熱處理,它既可以達到松弛和緩和焊接殘余應力,改善因焊接而被硬化及脆化的焊接熱影響區(qū),提高焊縫金屬的延性和斷裂韌性,也可以使焊接區(qū)及附近的氫等有害氣體擴散逸出。 壓力容器采用的熱處理方法有兩類:一類為改善機械性能的熱處理,一類為焊后熱處理(PWHT)。 廣義地說,焊后熱處理就是在工件焊完之后對焊接區(qū)域或焊接構件進行的熱處理。起內容包括消除應力退火、完全退火、固熔、正火、正火加回火、回火、低溫消除應力、析出熱處理等。狹義地說,焊后熱處理僅指消除應力退火,即為了改善焊接區(qū)的性能和消除焊接殘余應力等有害影響,從而對焊接區(qū)及有關部位在金屬相變2溫度點以下均勻而有充分地加熱,然后又均勻冷卻的過程。許多情況下所討論的焊后熱處理實質上就是焊后消除應力熱處理。








山東派金真空科技有限公司 魯ICP備15017677號-2 技術支持:搜易網(wǎng)絡傳媒
消息")