- 全國熱線
- 400-0536-968
![[!---class.name--]](/d/file/p/80333a34397b84e3d51e47e90df8e55d.jpg)
真空爐溫度均勻性的測量過程
真空爐溫度均勻性的測量過程
1、準備工作
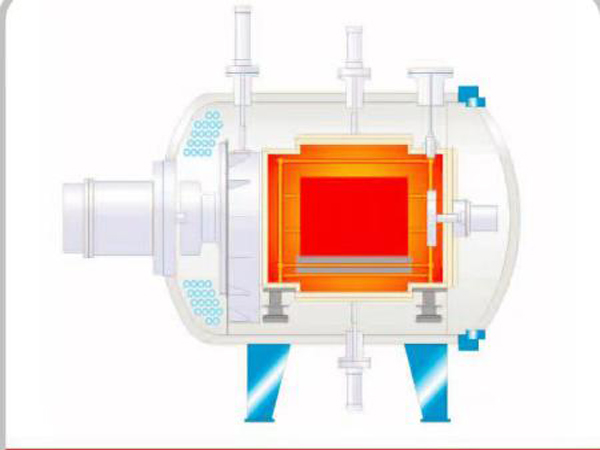
將測量熱電偶及控溫熱電偶按GB/J351—1996《中華人民共和國國家計量鑒定規程》中相關規定進行檢測,檢測合格方能進行爐溫均勻性測定。自爐體拆下測溫孔的蓋板,將9根經過檢測合格的熱電偶依次穿上密封墊圈、橡膠墊圈,自法蘭孔中引入爐腔內,并依次按圖1位置固定在位于爐門口支撐架上,支撐架的尺寸為有效加熱尺寸。將支撐架小心地移入爐腔內,放在爐床上,調整其位置,使之恰好與有效加熱空間重合。固定測溫法蘭的熱電偶孔,依次放入密封墊圈,橡膠墊圈上涂布真空脂,旋緊壓緊螺栓,安裝好法蘭。
按操作規程手動先后啟動真空機械泵、真空羅茨泵抽真空,直到工作真空度到達2Pa后,停機30min,觀察真空計讀數,看壓升率是否在正常的0.5Pa/h之內,正常則繼續進行爐溫均勻性的測量,不正常則重新調整旋緊螺栓,重新測定壓升率,直到正常,才能繼續進行爐溫均勻性的測定。
2、測定過程
根據工藝需求進行選定測量溫度點為650℃、850℃和1000℃,在FP21控溫儀表上,設定升溫曲線。在控制偶到設定溫度120min后,開始測定各支熱電偶的值。每隔5min讀取1次,連續3次,如果各點溫度在所要求溫度的±5℃以內,則此溫度點測量完畢,否則繼續等溫,直到溫度均勻或時間到達3h(工藝設定的保溫時間)為止并記錄各點的溫度。調整FP21表,自650℃升溫至850℃,保溫120min,重復650℃溫度點測量步驟。
同樣自850℃升溫到1100℃,保溫120min,重復650℃溫度點測量步驟。以上數據分別填入記錄表中,完成測定后,按正常的空爐冷卻步驟進行降溫。
3、恢復設備
打開爐門,拉出測量支架,拆開固定熱電偶的鐵絲,拆下法蘭盤,安裝好原蓋板,按正常使用進行壓升率測試,按操作規程手動先后啟動真空機械泵、真空羅茨泵抽真空,直到工作真空度到達2Pa后,停機30min,觀察真空計讀數,看壓升率是否在正常的0.5Pa/h之內,合格則繼續,設備可以正常使用,否則繼續重新安裝原測溫口蓋板。從測溫法蘭盤中拆下測量熱電偶,注意抽出時要小心取直,以防止折斷、損壞熱電偶。





山東派金真空科技有限公司 魯ICP備15017677號-2 技術支持:搜易網絡傳媒
